Олово и висмут — при нормальных условиях мягкие металлы серебристо-белого цвета. В сплаве висмут способен образовывать интерметаллиды — висмутиды. Олово-висмутовое покрытие обладает высокой химической стойкостью. В атмосферных условиях, даже в присутствии влаги, оно окисляется медленно. Разбавленные растворы минеральных кислот (серная, соляная, азотная), концентрированные щелочи при комнатной температуре взаимодействуют с оловом медленно, сернистые соединения почти не действуют. Олово очень устойчиво в органических кислотах. Одновременно с этим олово растворяется в концентрированных серной, соляной кислотах, концентрированных щелочах при нагревании. Олово является полиморфным металлом. В обычных условиях оно существует в виде β-модификации (белое олово), устойчивой выше 13,2 °C. При низких температурах (от -30 до -50° C) белое олово переходит в другую аллотропную модификацию (серое олово). Переход сопровождается увеличением удельного объема, что приводит к разрушению металла. Это явление получило название «оловянная чума». В паре олово-медь (или ее сплавы) олово является анодом и защищает медь от коррозии протекторно, даже в случае повреждения покрытия.
Следует учитывать, что возможна диффузия цинка из латуни в оловянное покрытие при комнатной температуре (примерно в течение месяца при хранении в сухом отапливаемом помещении) — покрытие при этом становится серым и теряет свои физико-механические и электротехнические свойства. Возможна также диффузия меди, однако, на опыте оказывается, что она происходит только при высоких температурах (выше 200° C) с образованием белой бронзы. Поэтому при покрытии латунных деталей оловом обязателен подслой меди или никеля толщиной не менее 2 мкм.
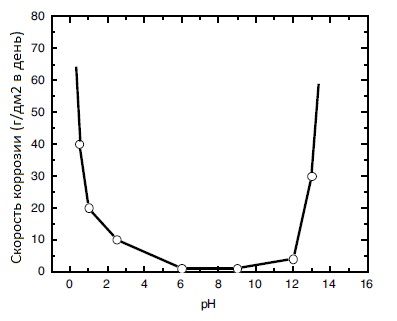
Лужение сплавом олово-висмут поверхности меди и ее сплавов решает следующие основные задачи: защита от коррозии токоведущих частей деталей, стабилизация переходного электрического сопротивления, защита от прямого контакта с алюминием (коррозионно-опасная для алюминия гальванопара), улучшение паяемости, облегчение свинчиваемости с одновременной герметизацией резьбовых соединений. Скорость коррозии чистого олова в зависимости от рН среды приведена на рисунке:
Возможно селективное (частичное) лужение отдельных поверхностей деталей или контактов.
Заказать блестящее лужение стали сплавом олово-висмут по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе «КОНТАКТЫ». Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
Микрофотография поперечного шлифа покрытия приведена ниже:

|
Обозначение (пример) |
О-Ви6, О-Ви9, О-Ви12, О-Ви15, О-Ви18, О-Ви21, О-Ви24, О-Ви27; О-Ви.6, О-Ви.9, О-Ви.12, О-Ви.15, О-Ви.18, О-Ви.21, О-Ви.24, О-Ви.27; О-Ви(99,7-99,8)6.б, О-Ви(99,7-99,8)9.б, О-Ви(99,7-99,8)12.б, О-Ви(99,7-99,8)15.б, О-Ви(99,7-99,8)18.б и т.д. |
|
Толщина |
3-100 мкм (оптимально, возможна и большая толщина) |
|
Микротвердость |
118-198 МПа (12-20 кгс/мм2) |
|
Удельное электрическое сопротивление при 18° C |
11,5⋅10-8 Ом⋅м |
|
Допустимая рабочая температура |
200° C |
|
Содержание висмута в сплаве О-Ви |
0,2-2% |