








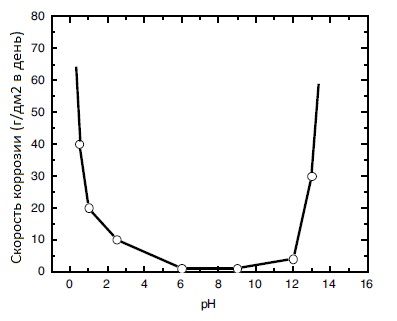
Лужение нержавеющей стали сплавом олово-висмут решает три основных задачи: защиту поверхности от прямого контакта с алюминием и медью (коррозионно-опасная гальванопара), улучшение паяемости, облегчение свинчиваемости с одновременной герметизацией резьбовых соединений. Оловянирование также делается на деталях из нержавейки в морском исполнении. Подслой никеля толщиной в 1-2,5 мкм перед лужением нержавеющей стали обязателен, т.к. без него покрытие отслоится. Скорость коррозии чистого олова в зависимости от рН среды приведена на рисунке:
Заказать блестящее лужение нержавеющей стали сплавом олово-висмут по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе «КОНТАКТЫ». Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
|
Обозначение (пример) |
О-Ви6, О-Ви9, О-Ви12, О-Ви15, О-Ви18, О-Ви21, О-Ви24, О-Ви27; О-Ви.6, О-Ви.9, О-Ви.12, О-Ви.15, О-Ви.18, О-Ви.21, О-Ви.24, О-Ви.27; О-Ви(99,7-99,8)6.б, О-Ви(99,7-99,8)9.б, О-Ви(99,7-99,8)12.б, О-Ви(99,7-99,8)15.б, О-Ви(99,7-99,8)18.б и т.д. |
|
Толщина |
3-100 мкм (возможна и большая толщина) |
|
Микротвердость |
118-198 МПа |
|
Удельное электрическое сопротивление при 18° C |
11,5⋅10-8 Ом⋅м |
|
Допустимая рабочая температура |
200° C |
|
Содержание висмута в сплаве О-Ви |
0,2-2% |







