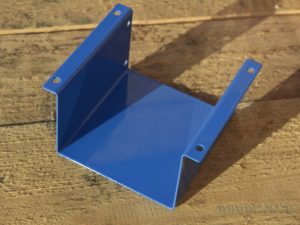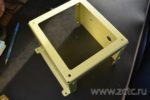










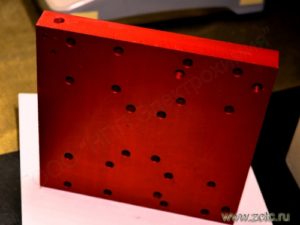
Анодирование алюминия с хроматным уплотнением позволяет получить покрытие, схожее по структуре с серебристой анодировкой. Оно имеет приятный зеленовато-желтый цвет, оттенок которого варьируется в зависимости от марки анодируемого сплава. На Д16 покрытие более темное, на АМГ6 — светлое. Разница заключается в процессе наполнения пор. Технология обработки деформируемых и литейных сплавов отличается (подробнее о них — здесь).
Анодные пленки чаще всего образуются пористыми, что является ключевым аспектом их роста. Пористость пленок благоприятно сказывается на адгезии к покрытию лакокрасочных и клеевых материалов. Однако, с точки зрения коррозионной стойкости пористость крайне нежелательна. Для устранения этого явления анодные покрытия после получения уплотняют.
Уплотнение в хроматах позволяет «закупорить» поры соединениями шестивалентного и трехвалентного хрома. Эти соединения — ингибиторы коррозии алюминия в нейтральных и слабокислых средах. Поэтому коррозионная стойкость оксидных покрытий наполненных в хроматах выше, чем наполненных в кипящей воде. Окончательный цвет анодированного алюминия с уплотнением в хроматах зависит от марки алюминиевого сплава и вида механической обработки его поверхности!
Заказать анодирование алюминия по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе «КОНТАКТЫ». Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
|
Обозначение покрытия (пример) |
Ан.Окс.нхр |
|
Толщина |
6-40 мкм (оптимально, возможна и большая толщина) |
|
Микротвердость |
1960-2450 МПа — Д1, Д16, В95. 2940-4900 МПа — А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа — для аматилиевого покрытия |
|
Удельное электрическое сопротивление при 18° C |
1012 Ом⋅м |
|
Допустимая рабочая температура |
100° C |